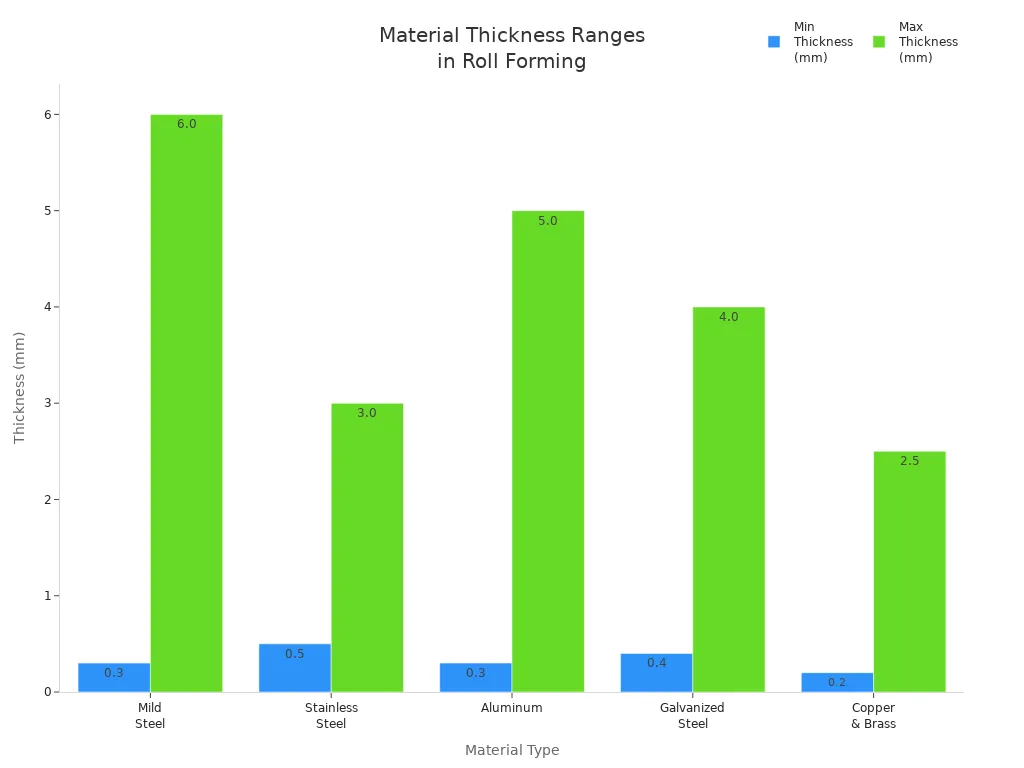
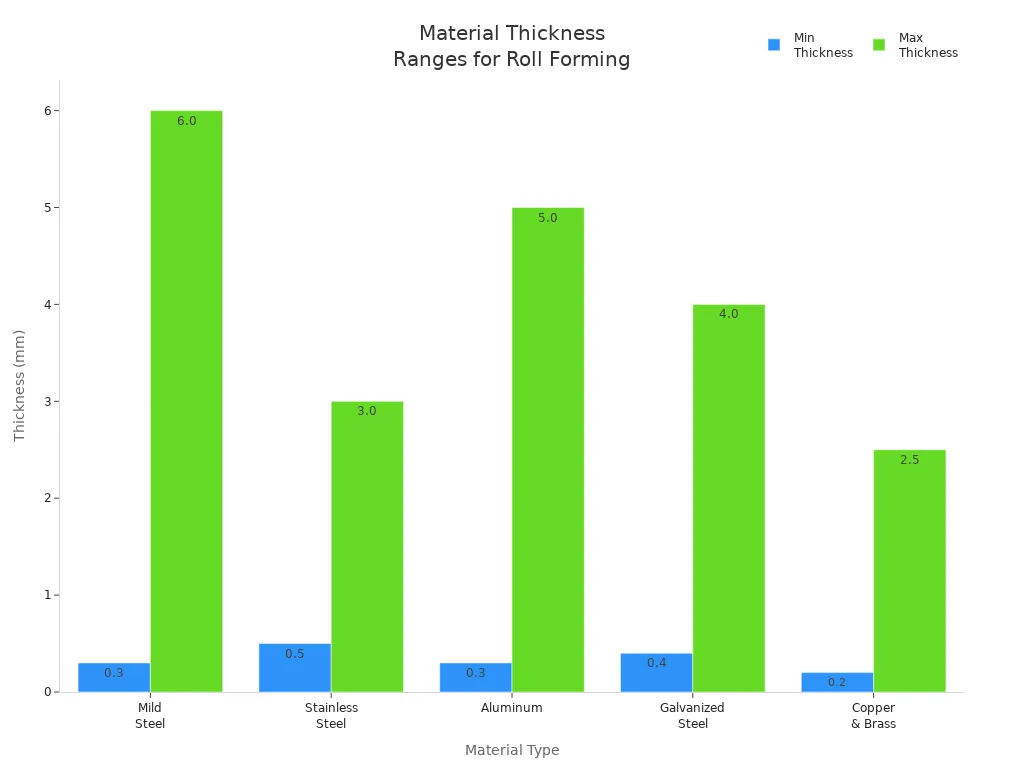
هنگامی که از رول فرمینگ استفاده می کنید، ضخامت مواد را از 0.2 میلی متر تا 10 میلی متر خواهید دید. ضخامت بستگی به چیزی دارد که می سازید. هر ماده دارای بهترین ضخامت برای شکل دهی رول است. برای نمونه های رایج می توانید جدول زیر را بررسی کنید:
نوع ماده | محدوده ضخامت توصیه شده (میلی متر) | بهترین برنامه های کاربردی |
فولاد ملایم | 0.3 - 6.0 | قطعات سازه ای، ورق های سقف |
فولاد ضد زنگ | 0.5 - 3.0 | اتومبیل، هواپیما، ابزار پزشکی |
الومینیوم | 0.3 - 5.0 | سازه های سبک، HVAC، محوطه |
فولاد گالوانیزه | 0.4 - 4.0 | قاب های ضد زنگ، قطعات ساختمانی |
مس و برنج | 0.2 - 2.5 | قطعات برقی، تریم برای تزئین |

انتخاب ضخامت مناسب مواد برای راه اندازی دستگاه رول فرمینگ بسیار مهم است. شما باید اندازه محور رول، پیچیدگی شکل و نیروی برش را با مواد خود مطابقت دهید. BMS Machinery به شما کمک می کند تا بهترین راه حل را برای هر ضخامت مواد رول فرمینگ انتخاب کنید. به این ترتیب، هر بار بهترین نتایج شکل دهی را دریافت می کنید.
خوراکی های کلیدی
محدوده ضخامت مواد رول فرمینگ
ضخامت استاندارد در صنعت
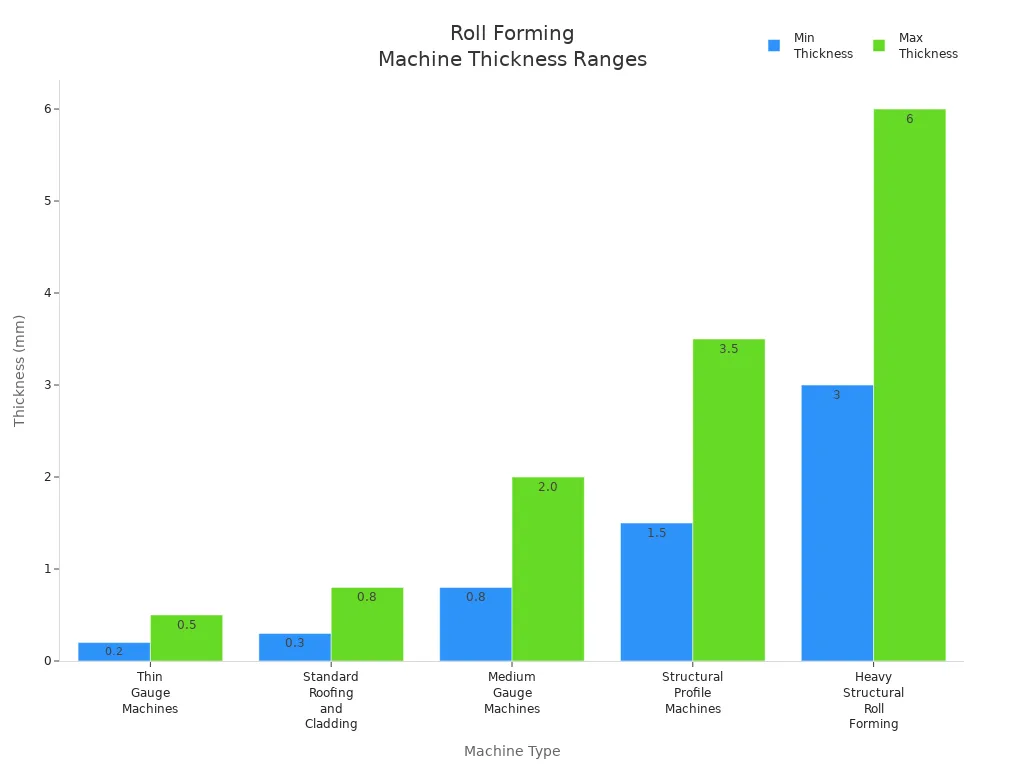
ضخامت مواد بسیار مهم است . در شکل دهی رول هر ماشینی با ضخامت های خاص بهترین کار را دارد. اگر ضخامت مناسب را انتخاب کنید، نتایج شما بهتر است. دستگاه شما نیز دوام بیشتری خواهد داشت. این صنعت ماشین ها را بر اساس ضخامت به گروه هایی تقسیم می کند. برای مشاهده این گروه ها می توانید به جدول زیر نگاه کنید:
نوع ماشین | محدوده ضخامت |
ماشین آلات گیج نازک | 0.2 میلی متر تا 0.5 میلی متر |
ماشین آلات استاندارد سقف و روکش | 0.3 میلی متر تا 0.8 میلی متر |
ماشین های گیج متوسط | 0.8 میلی متر تا 2.0 میلی متر |
ماشین آلات نمایه سازه | 1.5 میلی متر تا 3.5 میلی متر |
ماشین آلات رول فرمینگ سازه ای سنگین | 3 میلی متر تا 6 میلی متر یا بیشتر |
این جدول به شما کمک می کند دستگاه مناسب برای کار خود را انتخاب کنید. دستگاه های گیج نازک برای قطعات سبک خوب هستند. ماشین آلات ساختاری سنگین برای فولاد ضخیم و قاب های محکم استفاده می شود.
نکته: همیشه قبل از شروع، محدوده ضخامت مواد خود را بررسی کنید. این به شما کمک می کند مشکلات دستگاه و کیفیت بد محصول را متوقف کنید.
نمودار زیر کوچکترین و بزرگترین ضخامت را برای هر نوع ماشین نشان می دهد:
رول فرمینگ می تواند از ضخامت های زیادی استفاده کند. اکثر پروژه ها از ضخامت های 0.2 میلی متر تا 6 میلی متر استفاده می کنند. این برای ساختمان، ماشین ها و کارخانه ها کار می کند.
قابلیت های ماشین آلات BMS
هنگامی که یک دستگاه رول فرمینگ را انتخاب می کنید، می خواهید بدانید که از چه ضخامتی می تواند استفاده کند. BMS Machinery ماشینهایی را با ضخامتهای مختلف میسازد. برای ورق های نازک یا پروفیل های ضخیم می توانید به ماشین BMS اعتماد کنید.
در اینجا یک جدول سریع از ضخامت هایی که BMS Machinery پشتیبانی می کند آورده شده است:
این محدوده برای سقف، پانل های دیواری و سازه های سبک مناسب است. می توانید از ماشین آلات BMS برای فولاد، آلومینیوم و سایر فلزات استفاده کنید. دستگاه ها دقیق می مانند و کیفیت خوبی را حفظ می کنند، حتی اگر ضخامت را تغییر دهید.
BMS Machinery از فناوری جدید برای نتایج عالی استفاده می کند. کار صاف، ضایعات کمتر و محصولات قوی دریافت می کنید. اگر به چیز خاصی نیاز دارید، BMS Machinery می تواند دستگاهی را فقط برای ضخامت شما بسازد.
توجه: همیشه می توانید از BMS Machinery برای انتخاب ماشین مناسب کمک بخواهید. کارشناسان آنها به شما کمک می کنند تا پروژه خود را با بهترین تجهیزات مطابقت دهید.
اگر ضخامت های استاندارد و کارهایی که BMS Machinery می تواند انجام دهد را می دانید، می توانید انتخاب های هوشمندانه ای برای کارخانه خود داشته باشید. این به شما کمک می کند هر بار بهترین کیفیت و عملکرد را داشته باشید.
تاثیر ضخامت مواد بر شکل دهی رول
بار ماشین و عملکرد
مهم است که بدانید ضخامت مواد چگونه بر دستگاه رول فرمینگ شما تأثیر می گذارد . مواد ضخیم تر نیاز به ابزار قوی تر و مراحل بیشتری برای شکل دادن به آنها دارند. اگر مواد نازک را با دقت کار نکنید، ممکن است آسیب ببینند. قدرتی که دستگاه شما استفاده می کند با ضخامت تغییر می کند. مواد سنگین به قدرت بیشتری نیاز دارند و اگر دستگاه را به درستی تنظیم نکنید، می توانند سریعتر فرسوده شوند. مواد نازک سریعتر در دستگاه حرکت می کنند، اما مواد ضخیم سرعت کار را کاهش می دهند. همچنین باید مراقب تکان خوردن و قرار نگرفتن قطعات باشید. این مشکلات باعث می شود محصولات شما دقت کمتری داشته باشند و باعث اشتباه شوند.
جنبه | توضیح |
تنظیمات ابزار | مواد ضخیمتر به ابزار قویتر و مراحل بیشتر نیاز دارند، در حالی که مواد نازک نیاز به رسیدگی ملایم دارند. |
نیازهای برق ماشین | مواد سنگینتر قدرت بیشتری مصرف میکنند و در صورت عدم تنظیم، میتوانند دستگاه را فرسوده کنند. |
سرعت تولید | مواد نازک سریعتر می روند زیرا به نیروی کمتری نیاز دارند، اما مواد ضخیم سرعت کار را کاهش می دهند. |
پوشیدن ماشین | شکل دادن به مواد ضخیم دستگاه را سریعتر فرسوده می کند، بنابراین به قطعات قوی و بررسی های منظم نیاز دارید. |
لرزش و تراز | نیروی بیشتر از مواد ضخیم می تواند باعث تکان دادن دستگاه و به هم ریختن شکل شود. |
نکته: همیشه قبل از شروع به کار تنظیمات دستگاه خود را بررسی کنید . این به شما کمک می کند مشکلات ناشی از ضخامت مواد را متوقف کنید.
دقت و کیفیت پروفایل
ضخامت مواد برای ساختن اشکال به اندازه مناسب مهم است. مواد ضخیم نحوه خم شدن و کشش فلز را تغییر می دهند. ممکن است اندازه اشتباه، لبه های موج دار یا منحنی را در جهت طولانی ببینید. میزان کشش ورق به ضخامت، استحکام و شکل بستگی دارد. اگر ضخامت اشتباهی را انتخاب کنید، ممکن است قطعات شما مناسب نباشند یا درست کار نکنند. برای به دست آوردن بهترین شکل ها باید توجه کنید.
با انتخاب ضخامت مناسب می توانید قطعات بهتری بسازید. مطالعات نشان می دهد که ورق های ضخیم اشتباهات کمتری دارند. به عنوان مثال، یک ورق DP600 3 میلی متری کمتر از یک ورق 2 میلی متری خم شده است. مواد ضخیم نیز در لبه ها کمتر ترک می خورند. DP980 در 2 میلی متر 20 درصد بیشتر از ورق های ضخیم تر ترک خورد. هنگامی که ضخامت را با نیاز خود مطابقت دهید، قطعات بهتر و اشتباهات کمتری دریافت می کنید.
سرعت تولید
ضخامت مواد سرعت عملکرد دستگاه رول فرمینگ شما را تغییر می دهد. مواد نازک به سرعت حرکت می کنند زیرا به نیروی کمتری نیاز دارند. مواد ضخیم ماشین را کند می کنند زیرا به مراحل و قدرت بیشتری نیاز دارند. شما باید سرعت و ساخت قطعات خوب را متعادل کنید. اگر با مواد ضخیم خیلی سریع پیش بروید، می توانید دستگاه خود را شکسته و دقت خود را از دست بدهید. همیشه سرعت خود را برای ضخامتی که استفاده می کنید تنظیم کنید تا کارها را ایمن نگه دارید و به خوبی کار کنند.
ضخامت توصیه شده برای مواد مختلف
دستورالعمل ضخامت فولاد
هنگامی که با فولاد در رول فرمینگ کار می کنید، باید ضخامت مواد مناسب را برای پروژه خود انتخاب کنید. فولاد قوی است و می توان از آن برای بسیاری موارد استفاده کرد. ضخامت های مختلفی را برای کارهای مختلف خواهید دید. جدول زیر محدوده های متداول ضخامت و محل استفاده از آنها را نشان می دهد:
محدوده ضخامت | برنامه های کاربردی رایج |
1.5 میلی متر - 12 میلی متر | کانال ها و تیرهای سازه ای |
1.5 میلی متر - 6 میلی متر | پرلین های گیج سنگین |
2.5 میلی متر - 4 میلی متر | نرده های محافظ و موانع بزرگراه |
1.5 میلی متر - 6 میلی متر | قاب های فولادی |
1.5 میلی متر - 3.5 میلی متر | قفسه های ذخیره سازی و تکیه گاه های صنعتی |
2 میلی متر - 6 میلی متر | اجزای تجهیزات کشاورزی |
3 تا 12 میلی متر | قطعات تریلر و شاسی |
اگر می خواهید قطعات محکمی مانند تیرها یا نرده های محافظ بسازید، باید از فولاد ضخیم تر استفاده کنید. برای قطعات سبک تر، می توانید از فولاد نازک تر استفاده کنید. همیشه قبل از شروع کار، ضخامت مواد رول فرمینگ را بررسی کنید. این به شما کمک می کند بهترین نتایج را داشته باشید و دستگاه خود را ایمن نگه می دارد.
نکته: فولاد ضخیم تر به قدرت بیشتر و ماشین های قوی تر نیاز دارد. مطمئن شوید که شما دستگاه رول فرمینگ با ضخامت موادی که قصد استفاده از آن را دارید مطابقت دارد.
دستورالعمل ضخامت آلومینیوم
آلومینیوم سبکتر از فولاد است. شما اغلب از آن برای قطعاتی استفاده می کنید که باید سبک باشند اما همچنان قوی باشند. در رول فرمینگ معمولاً آلومینیومی با ضخامت مواد از 0.3 میلی متر تا 5 میلی متر می بینید. آلومینیوم نازک برای کانال های HVAC، محفظه ها و پانل ها به خوبی کار می کند. آلومینیوم ضخیم تر برای قاب ها و پایه ها مناسب است.
از 0.3 تا 1 میلی متر برای روکش ها و پانل های سبک استفاده کنید.
از 1 تا 3 میلی متر برای قطعات و قاب های سازه ای استفاده کنید.
تا 5 میلی متر برای کاربردهای سنگین استفاده کنید.
آلومینیوم به راحتی خم می شود، بنابراین باید دستگاه رول فرمینگ خود را با دقت تنظیم کنید. همیشه ضخامت مواد را بررسی کنید تا از ترک یا خم شدن بیش از حد تیز جلوگیری کنید.
سایر مواد
همچنین میتوانید از فلزات دیگری مانند مس، برنج و فولاد ضد زنگ در رولسازی استفاده کنید. هر ماده بهترین ضخامت خود را دارد. برای مس و برنج، شما اغلب از 0.2mm تا 2.5mm استفاده می کنید. این فلزات نرم هستند و برای تزئین، تزئینات یا قطعات الکتریکی استفاده می شوند. فولاد ضد زنگ سخت تر است و با ضخامت 0.5 تا 3 میلی متر بهترین عملکرد را دارد. شما آن را در ابزار پزشکی، قطعات خودرو و تجهیزات غذایی می بینید.
توجه: همیشه دستگاه رول فرمینگ خود را با ضخامت و نوع مواد مطابقت دهید. این به شما کمک می کند تا اشکال صاف و محصولات با کیفیت بالا داشته باشید.
انتخاب ضخامت مناسب مواد برای هر فلز به شما کمک می کند تا بهترین نتیجه را در شکل دهی رول بگیرید . شما هر بار قطعات قوی، دقیق و ایمن خواهید ساخت.
دستگاه های رول فرمینگ را برای ضخامت مواد تنظیم کنید
هنگامی که با رول فرمینگ کار می کنید، باید دستگاه های رول فرمینگ را برای هر ضخامت مواد تنظیم کنید. این تنظیمات به شما کمک می کند تا بهترین شکل را داشته باشید، از آسیب دستگاه جلوگیری کنید و محصولات خود را با کیفیت بالا نگه دارید. باید فاصله غلتک، فشار، ابزار و تنظیمات کالیبراسیون را تغییر دهید. بیایید به هر مرحله نگاه کنیم.
ترخیص غلتک و فشار
شما باید فاصله مناسب بین غلتک ها را برای هر ضخامت مواد تنظیم کنید. اگر این کار را نکنید، می توانید ورقه های نازک را خرد کنید یا ورقه های ضخیم را شل بگذارید. در اینجا نحوه تنظیم فاصله غلتک و فشار آورده شده است:
ضخامت مواد خود را اندازه گیری کنید. اگر ضخامت بیش از 0.2 ± میلی متر تغییر کرد، شکاف غلتکی را تنظیم کنید.
شکاف غلتکی را روی ضخامت مواد به اضافه حدود 0.05 میلی متر تنظیم کنید. این فضای کوچک به حرکت صاف ورق کمک می کند.
برای مواد ضخیم تر، شکاف را کمی افزایش دهید و سرعت شکل دهی را کاهش دهید. این کار از گیر کردن و آسیب دیدن ورق جلوگیری می کند.
برای مواد نازکتر، شکاف را کمی کوچکتر کنید و کشش نوار را افزایش دهید. این کار از چروک شدن یا لیز خوردن ورق جلوگیری می کند.
اگر دستگاه شما تنظیمات خودکار دارد، ضخامت مواد را روی صفحه لمسی وارد کنید. دستگاه شکاف را برای شما تنظیم می کند.
نکته: همیشه فشار غلتک را چک کنید. فشار بیش از حد می تواند فلز را نازک کند یا باعث ایجاد ترک شود. فشار بسیار کم می تواند باعث شود که پروفیل شکل خود را از دست بدهد.
تنظیمات ابزار و قالب
هنگام تغییر ضخامت مواد، باید ابزار و قالب ها را نیز تنظیم کنید. این قطعات فلز را هنگام حرکت در دستگاه رول فرمینگ شکل می دهند. در اینجا چند مرحله وجود دارد که باید دنبال کنید:
هرگونه تغییر در ضخامت مواد که فراتر از حد معمول است را بررسی کنید. حتی تغییرات کوچک می تواند بر شکل نهایی تأثیر بگذارد.
به خواص مواد نگاه کنید. فلزات سختتر یا نرمتر به تنظیمات ابزار متفاوت برای هر خم نیاز دارند.
بین نیاز به کیفیت خوب و سرعت تولید تعادل برقرار کنید. گاهی اوقات برای رسیدن به نتایج بهتر باید سرعت خود را کاهش دهید.
می توانید از این جدول برای راهنمایی تنظیمات خود استفاده کنید:
جنبه اصلاحی | توضیحات |
کالیبراسیون | فاصله های عمودی و افقی را تنظیم کنید. مطمئن شوید که هر پاس با پاس بعدی مطابقت دارد. |
پاکسازی ابزار عمودی | ابزار بالایی را برای ضخیم ترین مواد تنظیم کنید. برای بررسی کشش جزئی از یک سنج حسگر استفاده کنید. |
تراز گذر به گذر | بررسی کنید که هر پاس ابزار در یک ردیف قرار بگیرد. برای بهترین نتیجه، فاصله ها نباید بیشتر از 0.010 اینچ باشد. |
تغییر در ضخامت مواد می تواند روی هم جمع شود و سطح مقطع را به اندازه اشتباهی تبدیل کند.
شما باید مشخصات مواد خود را یکسان نگه دارید تا از ضایعات اضافی و تغییرات ابزار جلوگیری کنید.
رول فرمینگ از زوایای ثابت استفاده می کند، بنابراین باید برای هر ضخامت جدید به دقت تنظیم کنید.
رویه های کالیبراسیون
کالیبراسیون باعث می شود دستگاه رول فرمینگ شما به درستی کار کند. هر بار که ضخامت مواد را تغییر می دهید باید دستگاه را بررسی و تنظیم کنید. در اینجا یک راهنمای گام به گام آورده شده است:
فاصله بین غلتک های بالا و پایین را 1.0 تا 1.05 برابر ضخامت مواد تنظیم کنید. اگر شکاف خیلی تنگ باشد، فلز را نازک خواهید کرد. اگر خیلی شل باشد، پروفیل شکل خود را حفظ نمی کند.
اگر به مواد سخت تری مانند فولاد با استحکام بالا بروید، فشار پایین را افزایش دهید و رول های جانبی را سفت کنید. این به حفظ شکل کمک می کند.
یک ورق با ضخامت مشخص را بین غلطک ها قرار دهید. غلتک بالایی را تنظیم کنید تا به شکاف مناسب برسید. برای بررسی صحت این کار را با ضخامت های مختلف تکرار کنید.
برای بررسی موازی بودن غلتک های بالایی و پایینی از یک ردیاب یا ابزار اندازه گیری استفاده کنید. در صورت نیاز پایه ها یا شیلنگ ها را تنظیم کنید.
غلتک ها را با دست بچرخانید تا لغزش را بررسی کنید. اگر غلتک ها لیز خوردند، کشش را تنظیم کنید یا از ترکیب ضد لغزش استفاده کنید.
توجه: هنگام راه اندازی دستگاه، همیشه نوع و ضخامت مواد خود را در نظر بگیرید. برخی از فلزات به فشار بیشتر یا روانکاری اضافی نیاز دارند.
شما باید کالیبراسیون را در حین راه اندازی و نگهداری منظم بررسی کنید. این ردیابی نوار را دقیق نگه می دارد و اعوجاج نمایه را متوقف می کند. هنگامی که دستگاههای رولفرمینگ را برای هر ضخامت مواد تنظیم میکنید، نتایج بهتر و عمر دستگاه بیشتر میشود.
مشکلات رایج با ضخامت مواد نادرست
نقص و مشکلات کیفیت
اگر از ضخامت مواد اشتباه استفاده کنید، می توانید با مشکلات زیادی روبرو شوید. این مشکلات می تواند باعث شود قطعات تمام شده شما بد به نظر برسند یا درست کار نکنند. برخی از مشکلات زمانی رخ می دهد که مواد برای دستگاه شما خیلی ضخیم یا نازک باشد. ممکن است ترک ها، چین و چروک ها یا اشکالی را ببینید که درست نیستند. جدول زیر برخی از مشکلات رایج، چرایی وقوع آنها و نحوه رفع آنها را نشان می دهد:
مشکل | علت | راه حل |
ترک لبه | فشار تشکیل بیش از حد برای ضخامت مواد | فشار شکل دهی را کاهش دهید، از پاس های شکل دهی بیشتر استفاده کنید |
مسائل بهار بازگشت | خم شدن مواد نازک فراتر از تحمل | فاصله غلتک را تنظیم کنید، غلتک های پشتیبانی اضافی اضافه کنید |
چروک شدن سطح | پشتیبانی ناکافی از مواد نازک | تماس غلتکی را افزایش دهید، سرعت شکل دهی را تنظیم کنید |
سایش بیش از حد غلتک | مواد ضخیم که اصطکاک بیش از حد ایجاد می کند | روغن کاری را افزایش دهید، از غلتک های فولادی سخت شده استفاده کنید |
ابعاد نمایه نادرست | مواد خیلی ضخیم یا خیلی نازک برای تنظیمات دستگاه | فاصله غلتک را تنظیم کنید، پاس های شکل دهی را مجدد کالیبره کنید |
همیشه باید قبل از شروع این به شما کمک می کند تا مشکلات را متوقف کنید و قطعات خود را خوب نگه دارید. ضخامت مواد را بررسی کنید .
سایش و آسیب ماشین
استفاده از ضخامت مواد نامناسب می تواند به دستگاه رول فرمینگ شما آسیب برساند. اگر از مواد ضخیم استفاده می کنید، دستگاه برای شکل دادن به آن به نیروی بیشتری نیاز دارد. این می تواند غلطک ها و سایر قطعات را سریعتر فرسوده کند. اگر از مواد نازک استفاده می کنید، غلتک ها ممکن است آن را به خوبی نگه ندارند. این کار باعث می شود که ورق بلغزد یا انتهای آن بیرون بیاید.
نیروی شکل دهی بیش از حد یک مشکل بزرگ در ماشین های رول فرمینگ است. اگر نیرو بیشتر از چیزی باشد که ماشین برای آن ساخته شده است، ممکن است همه چیز خراب شود. دستگاه ممکن است آسیب ببیند و قطعات ممکن است اشتباه بیرون بیایند. همچنین ممکن است اشتباهات و ضایعات بیشتری داشته باشید.
شما باید فاصله بین غلتک ها را برای ضخامت هر ماده تنظیم کنید. اگر این کار را نکنید، ممکن است خم شدن یا شعله ور شدن اضافی در قطعات خود مشاهده کنید. تنظیم صحیح دستگاه آن را ایمن نگه می دارد و قطعات شما را بهتر می کند.
راه حل های عیب یابی
با بررسی تنظیمات رول فرمینگ خود می توانید بسیاری از مشکلات را برطرف کنید. در صورت مشاهده اشتباه یا فرسودگی ماشین، این مراحل را امتحان کنید:
بررسی کنید که آیا غلتک ها ردیف شده اند یا خیر و مراقب ضخامت مواد باشید.
فشار غلتک را طوری تغییر دهید که با مواد مطابقت داشته باشد.
اطمینان حاصل کنید که از روغن یا گریس کافی برای کار صاف استفاده می کنید.
اغلب به دستگاه خود نگاه کنید تا زودتر مشکلات را پیدا کنید.
جدول زیر یک راهنمای سریع برای رفع مشکلات به شما ارائه می دهد:
موضوع | علل احتمالی | راه حل |
ضخامت مواد نادرست | غلطک های نامناسب، ضخامت مواد ناسازگار | تراز غلتک را بررسی کنید، ضخامت مواد را کنترل کنید، فشار غلتک را تنظیم کنید |
اگر این مراحل را دنبال کنید، دستگاه رول فرمینگ شما بهتر کار خواهد کرد. همیشه ضخامت مواد را با تنظیمات دستگاه خود مطابقت دهید. این به شما کمک می کند قطعات خوبی بسازید و دستگاه خود را ایمن نگه می دارد.
بهترین روش ها برای مواد نازک و ضخیم
دست زدن به مواد نازک
هنگام کار با مواد نازک در رولفرمینگ باید دقت خاصی داشته باشید. اگر دستگاه خود را به درستی راه اندازی نکنید، ورقه های نازک می توانند چروک، پاره یا بلغزند. در اینجا برخی از بهترین اقداماتی که باید دنبال کنید آورده شده است:
اپراتورهای خود را به خوبی آموزش دهید . آنها باید بدانند که چگونه دستگاه را راه اندازی و نگهداری کنند.
ابزار را اغلب روغن کاری کنید. این کار اصطکاک را کاهش می دهد و به دوام بیشتر ابزار کمک می کند.
از بهینه سازی فرآیند برای صاف کردن تولید و کاهش زمان خرابی استفاده کنید.
ایده های تولید ناب را اعمال کنید. این به شما کمک می کند از مواد کمتری استفاده کنید و سریعتر راه اندازی کنید.
سرمایه گذاری روی فناوری پیشرفته ماشینهای جدید میتوانند ورقهای نازک را بهتر مدیریت کنند و اشتباهات کمتری مرتکب شوند.
اگر این مراحل را دنبال کنید، از نقص جلوگیری می کنید و خط رول فرمینگ خود را به خوبی اجرا می کنید.
پردازش مواد ضخیم
مواد ضخیم به ماشین آلات قوی و برنامه ریزی دقیق نیاز دارند. قبل از اینکه شروع به شکل دادن ورق های ضخیم رول کنید، باید به چیزهای زیادی فکر کنید:
ضخامت مواد را بررسی کنید. ورق های ضخیم تر به ماشین های بزرگتر و شفت های قوی تر نیاز دارند.
به نوع مواد نگاه کنید. فلزات نرم تر ممکن است به خمش کمتری نیاز داشته باشند.
به قدرت تسلیم فکر کنید . فلزات قوی تر به تنظیمات ماشین آلات مختلف نیاز دارند.
کشش را تماشا کنید. اگر فلز بیشتر کشیده شود، ممکن است لازم باشد سرعت دستگاه را کم کنید.
تعداد خم ها را بشمارید. خم های بیشتر به این معنی است که به ایستگاه های بیشتری نیاز دارید.
درجه کل خم ها را اندازه گیری کنید. این بر اندازه دستگاه و موتور تأثیر می گذارد.
ارتفاع و عرض بخش را بررسی کنید. قطعات بزرگتر به شفت های بزرگتری نیاز دارند.
تصمیم بگیرید که آیا سوراخ ها را قبل یا بعد از شکل گیری برش دهید یا سوراخ کنید. برخی از اشکال با برش یا پس از پانچ بهتر عمل می کنند.
شما باید دستگاه خود را با کار مطابقت دهید. این کار محصولات شما را قوی نگه می دارد و دستگاه شما را ایمن نگه می دارد.
استراتژی های بهینه سازی ماشین آلات BMS
BMS Machinery ابزارها و پشتیبانی را در اختیار شما میگذارد تا ضخامت مواد رولساز را مدیریت کنید. شما می توانید از دستگاه های آنها برای مواد نازک و ضخیم استفاده کنید. در اینجا چند راه وجود دارد که BMS Machinery به شما کمک می کند:
شما ماشین هایی با تنظیمات خودکار برای ضخامت مواد مختلف دریافت می کنید.
می توانید ماشین های سفارشی را برای پروژه های خاص بخواهید.
شما از متخصصین آموزش و پشتیبانی دریافت می کنید.
شما از فناوری پیشرفته ای استفاده می کنید که ضایعات را کاهش می دهد و کیفیت را بهبود می بخشد.
با BMS Machinery، می توانید به روان و کارآمد بودن فرآیند رول فرمینگ خود اعتماد کنید. شما هر بار قطعات با کیفیت بالا خواهید ساخت.
بهینه سازی سرعت و ضایعات بر اساس ضخامت
تعادل سرعت و کیفیت
شما می خواهید تا آنجا که ممکن است قطعات بیشتری بسازید، اما همچنین می خواهید که هر قسمت به درستی به نظر برسد و کار کند. هنگامی که از رول فرمینگ استفاده می کنید، باید بهترین سرعت را برای خط خود پیدا کنید . اگر دستگاه خود را خیلی سریع کار کنید، ممکن است مشکلاتی مانند پانل های پیچ خورده، لبه های موج دار یا برش هایی که مستقیم نیستند مشاهده کنید. این مشکلات می تواند کیفیت محصول نهایی شما را کاهش دهد.
در اینجا مواردی وجود دارد که باید هنگام تنظیم سرعت رول فرمینگ خود به خاطر بسپارید:
سرعت بالا می تواند به شما در ساخت قطعات بیشتر کمک کند، اما همچنین می تواند باعث اشتباهات بیشتر شود.
اگر خیلی سریع پیش بروید، ممکن است دستگاه شما تکان بخورد یا بلرزد که می تواند به شکل محصول شما آسیب برساند.
اکثر خطوط رول فرمینگ با سرعتی بین 10 تا 50 متر در دقیقه کار می کنند.
اگر عیوبی مانند کمان یا پیچ و تاب می بینید، برای بهبود دقت، خط را کاهش دهید.
همیشه هنگام بیرون آمدن قطعات خود را بررسی کنید. اگر مشکلی دیدید، سرعت را تنظیم کنید تا بهترین نتیجه را بگیرید.
نکته: سرعت مناسب به ضخامت مواد و شکلی که می خواهید بسازید بستگی دارد. مواد ضخیمتر اغلب به سرعتهای آهستهتری برای حفظ شکل صحیح نیاز دارند.
کاهش ضایعات مواد
شما می توانید با استفاده از مواد کمتر در فرآیند رول فرمینگ خود در هزینه صرفه جویی کنید و به محیط زیست کمک کنید. ضایعات اغلب زمانی اتفاق میافتد که از تنظیمات اشتباه استفاده میکنید یا دستگاه خود را با ضخامت مواد رولساز مطابقت نمیدهید. برای کاهش ضایعات می توانید مراحل زیر را دنبال کنید:
ضخامت مواد خود را قبل از شروع اندازه گیری کنید. این به شما کمک می کند تا غلطک ها و فشار را به درستی تنظیم کنید.
از ماشین هایی استفاده کنید که به شما امکان می دهند تنظیمات را به سرعت تغییر دهید . این به شما کمک می کند بین مشاغلی با ضایعات کمتر جابجا شوید.
به تیم خود آموزش دهید تا اشتباهات را زود تشخیص دهد. اگر مشکلات را سریع تشخیص دهید، می توانید قبل از رشد ضایعات جلوی آن را بگیرید.
ابزارهای خود را تیز و دستگاه خود را تمیز نگه دارید. ابزارهای کسل کننده و غلطک های کثیف می توانند باعث ایجاد شکل بد و ضایعات اضافی شوند.
برش ها و خم های خود را طوری برنامه ریزی کنید که تا حد امکان از ورق استفاده کنید.
وقتی هم به سرعت و هم به ضایعات توجه کنید، قطعات خوب بیشتری دریافت می کنید و هزینه کمتری برای مواد می کنید. شما همچنین به دستگاه رول فرمینگ خود کمک میکنید دوام بیشتری داشته باشد و بهتر کار کند.
BMS Machinery به شما امکان می دهد شکاف رول را برای ضخامت های مختلف تغییر دهید. ماشین های آنها قوی هستند و به شما در ساخت قطعات خوب کمک می کنند. اگر کمک بیشتری میخواهید، به نمودار زیر نگاه کنید یا از BMS Machinery راهنمایی بخواهید.
برای راهنمایی بیشتر، بهترین روشها را بررسی کنید یا برای پاسخهایی که فقط برای شما ساخته شده است، با BMS Machinery صحبت کنید.
سوالات متداول
اگر از ضخامت مواد اشتباه در رولفرمینگ استفاده کنید چه اتفاقی میافتد؟
ممکن است شکاف ها، امواج یا اشکالی داشته باشید که درست نیستند. دستگاه همچنین می تواند سریعتر فرسوده شود. همیشه قبل از شروع ضخامت آن را بررسی کنید تا از این مشکلات جلوگیری کنید.
چگونه می توان دستگاه رول فرمینگ را برای ضخامت های مختلف تغییر داد؟
شکاف غلتکی را متناسب با مواد خود تنظیم کنید. از کنترل های دستگاه یا تنظیمات دستی استفاده کنید. فشار و تراز را بررسی کنید. ابتدا با یک برگه نمونه تست کنید.
آیا یک دستگاه رول فرمینگ می تواند با مواد نازک و ضخیم کار کند؟
برخی از ماشین ها می توانند طیف وسیعی از ضخامت ها را تحمل کنند. شما باید به مشخصات دستگاه نگاه کنید. BMS Machinery دارای مدل هایی با تنظیمات قابل تنظیم برای ضخامت های مختلف است.
چرا ضخامت مواد با سرعتی که می توانید تولید کنید تغییر می کند؟
مواد ضخیم تر به نیروی بیشتری نیاز دارند و کندتر از دستگاه عبور می کنند. مواد نازک سریعتر حرکت می کنند. شما باید تعادل مناسب بین سرعت و کیفیت را برای بهترین نتایج پیدا کنید.