جزئیات سریع
مشخصات

| خیر | پارامترهای اصلی | پارامترهای آسیاب رول فرمینگ |
| 1. | ضخامت مواد | 1.6-2.5 میلی متر | ایستگاه های شکل دهی | 5 مرحله ای |
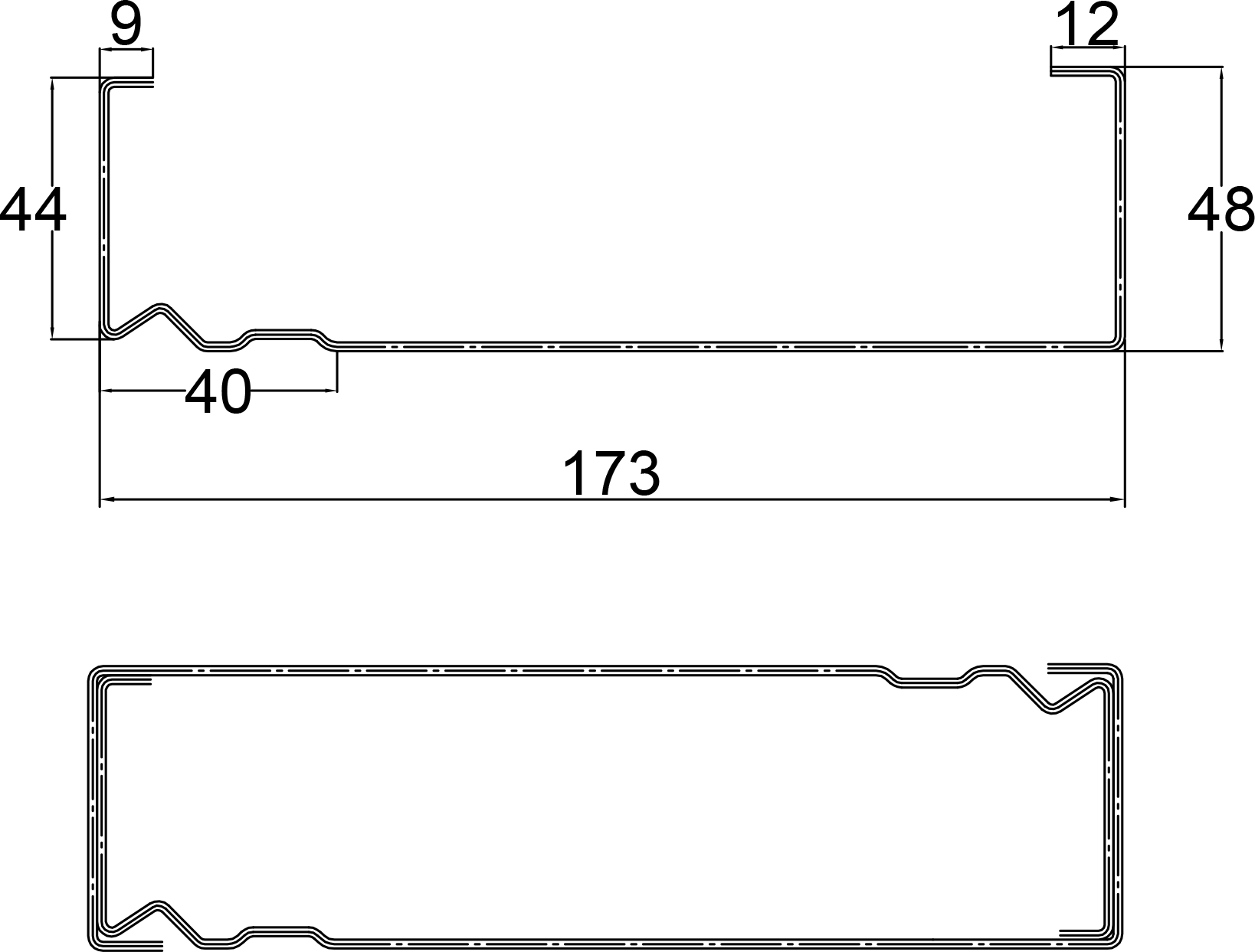
| 2. | عرض تغذیه | طبق نقشه | قاب بدنه | H400
|
| 3. | مواد کاربردی | کلاف نورد سرد، کویل نورد گرم، کویل گالوانیزه | کاهنده | سری R |
| 4. | استاندارد برق | 415 ولت / 50 هرتز / 3 ساعت
| شفت قطر | 45# فولاد، φ80/φ65 میلی متر |
| 5. | قطر دکویل دستی |
30±508 میلی متر | قدرت موتور اصلی | 5.5 کیلو وات |
| 6. | قدرت تسلیم | G350-400Mpa | پیچ پیچ | درجه 8.8 |
| 7. | سرعت شکل گیری | 16-20 متر در دقیقه | عرض موثر | به عنوان طراحی مشتری |
| 8. | سیستم کنترل | سیستم کنترل PLC | غلتک | Cr12 Mov، CNC Lathes، Hear Treatment، HRC58-62 |
| 9. | موتور هیدرولیک | 7.5 کیلو وات
| رنگ ماشین
| آبی + مشکی + نارنجی |
| 10. | مواد تست | BMS اندازه مواد تغذیه را ارائه می دهد برای خرید آن 2 هفته قبل از تست ماشین |
جریان کار
Decoiler دستی (3 تن) → دستگاه راهنمای تغذیه ← آسیاب رول اصلی ← برش پست هیدرولیک → سیستم کنترل PLC → خروج از قفسه
نمایش اجزای ماشین
دستگاه راهنمای تغذیه
موقعیت هدایت را می توان برای تغذیه مواد مناسب تنظیم کرد
ماشین اصلی
قاب بدنه ساخته شده از H400 نوع فولاد با جوش
ضخامت دیواره جانبی: Q235 t18 میلی متر
غلتک های تولید شده از Cr12 Mov, CNC Lathes, Hear Treatment, HRC58-62
قطر شفت=ф80/ф65 میلی متر، ماشینکاری دقیق
رانندگی با چرخ دنده / چرخ دنده،حدود 5 مرحله ای شکل دادن
موتور اصلی =5.5 کیلو وات,کنترل سرعت فرکانس
سرعت شکل دهی واقعی:16-20 متر در دقیقه
پیش برش دستی
با پیش برش دستی برای کارکرد آسان و صرفه جویی در مواد: پیش برش با سیستم کنترل PLC متصل می شود، PLC در حال محاسبه طول پروفیل در شکل گیری رول است.هنگامی که مواد مورد نیاز برای تغییر است، PLC در حال محاسبه طول برای مقدار کل است و پایان تولید را به اپراتور یادآوری میکند و میتواند مواد برش دستی را قبل از شکلگیری رول انجام دهد تا مواد را برای تولید جدید تغییر دهد. این عملکرد پیشرفته و برای تولید برای صرفهجویی در مواد است. ، بدون ضایعات
محصولات تولیدی ماشین